Electrical distribution networks power the operations that run refineries and industrial processing facilities. These industrial power distribution systems are the backbone of facility operations that keep equipment and machinery running 24/7 for optimal results.
In many cases these electrical distribution networks, configured to minimize power outages and safeguard equipment and personnel, consist of main substations, distribution substations, and utilization substations, also known as load centers, switchracks, or motor control centers.
Dividing the electrical network into these three primary substation levels, and defining the primary role of each, becomes a critical component in evaluating the best construction technique for the specific system.
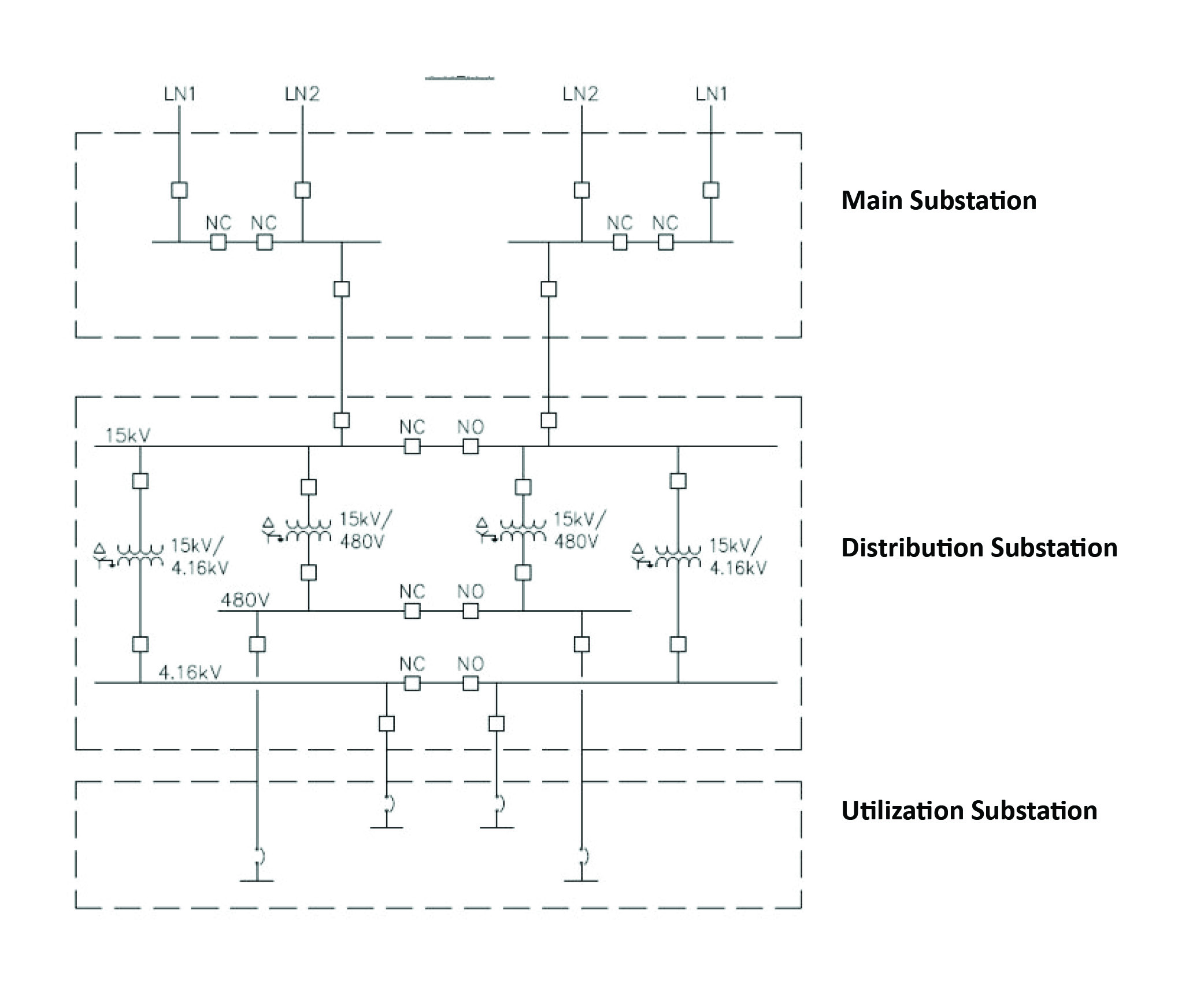
Figure 1. Schematic of an Industrial Power Distribution System
Powering Industrial Facilities
Main Substations
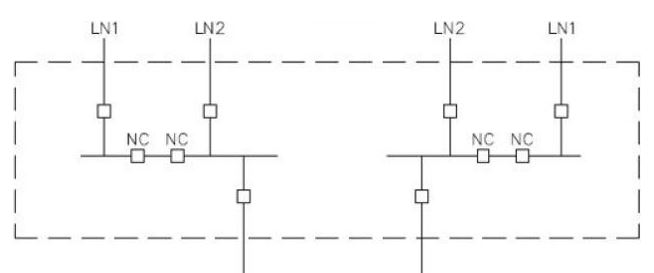
Figure 2. Main Substation Schematic
Main substations receive power from utilities and distribute the power across an industrial facility.
Main substations typically contain DC systems, bus transfer schemes, and some level of a SCADA network. In general, main substations only consist of one voltage level of distribution switchgear (i.e., 15kV).
Complexity Level: Medium
Distribution Substations
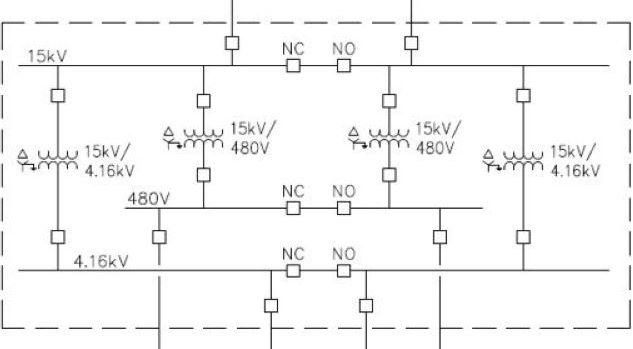
Figure 3. Distribution Substation Schematic
Distribution substations receive power from main substations, transform it to lower voltage and distribute the power to the utilization level.
Distribution substations frequently contain 15kV switchgear, 5kV switchgear, 480V switchgear, DC systems, bus transfer schemes, on site transformers, SCADA and complex interlock and protection schemes.
Note that switchgear and SCADA systems generally consist of significant interconnect wiring between various switchgear line-ups and SCADA/alarm cabinets.
Complexity Level: High
Utilization Substations
Utilization substations or motor control center (MCC) units, generally only consist of low and medium voltage motor control centers and
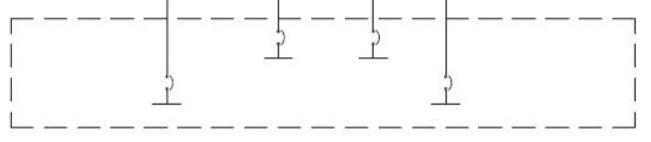
Figure 4. Utilization Substation Schematic
simplified alarms and annunciator systems. These substations are essentially a building shell where individual MCC sections can be moved in on-site and secured.
There is usually no interconnection wiring between MCC’s. The protection schemes are contained within the individual feeder buckets and not between MCC line-ups or transformers as at the distribution level. Plant loads (i.e., motors and panelboards) plug into the individual MCC starters and breakers inside these substations.
Substation building sizes can vary based on the quantity and voltage levels of the required equipment; however, a good size to plan for which includes room for 480V & 2400V MCC’s, house power facilities, HVAC, and fire detection panels is on the order of 15’W x 30’L.
Complexity Level: Low
Three Approaches to Building and Assembling an Electrical Substation
Complete Pre-Fabrication (Remote)
Complete pre-fabrication involves specifying and assembling the building, switchgear, and all ancillary systems at a remote facility.
Advantages
- All equipment and buildings designed and assembled at a single location
- Able to conduct a complete factory acceptance test (FAT) at the fabricator’s facility
- Electrical equipment does not have to be disassembled for shipment.
- Minimal reassembly required at job site.
Building arrives with all equipment, lighting, SCADA, fire detection, HVAC controls, and ancillary systems installed.
Disadvantages
- Shipping logistics and costs.
- Potential for additional state or local reviews and approvals.
- Usually contains shipping splits which requires additional foundation supports along shipping split line for installation and reassembly.

Figure 5. Complete Pre-Fabrication
Partial Pre-Fabrication (Local)
Partial pre-fabrication is where a structure is designed and engineered locally and assembled by a local fabricator at their facility. Equipment is then brought in and assembled once the structure is transported to the job site.
Advantages
- Local fabrication of the building, potentially reducing state reviews and approvals.
- Reduces long distance shipping logistics and costs
- Able to fabricate and ship without a shipping split
- Reduces foundation support along split line.
- Building without splits results in a better envelope and weathertightness
- Building fabrication can be competitively bid, resulting in cost efficiency
- Local fabrication and transport result in shortened building supply schedule
- Better local control and inspection of engineering and fabrication
Disadvantages
- More final job site labor to install equipment. Note that variations of equipment installations can be conducted at the building fabricators facility (e.g., lighting, panelboards) and at the final job site. May allow for partial or complete FAT testing at the building facility depending on level of equipment installation
- More local engineering time (building design)

Figure 6. Partial Pre-Fabrication (Local)
Pre-Engineered Metal Building
The third approach to building an electrical substation entails specifying a pre-engineered metal building before shipping it to and reassembling it at the job site.
Advantages
- Can avoid state reviews and approvals.
- Reduces long-distance shipping logistics and costs.
- Building design results in very efficient use of materials.
- Building construction and assembly is relatively easy.
- Building may be constructed on a foundation at grade or set on an elevated steel floor system.
- Better local control and inspection of engineering and fabrication.
Disadvantages
- Has the most final job site labor to assemble the building and to install the equipment.
- Unable to conduct any acceptance testing at the building fabricators facility.

Figure 7. Completed Pre-Engineered Metal Building
Comparing Cost and Benefits of Each Construction Approach
Complete Pre-Fabrication Construction (Remote)
Assigning this to have a per-unit cost of 1.0, this is generally the most expensive option from a cost standpoint. Shipping issues, splits required, and additional foundation supports can add significant costs. That, coupled with potential state reviews and approvals, results in a complex, high cost, method of construction.
This construction approach adds the highest value when a distribution substation is required. This is due to the very high degree of complexity, being able to conduct a complete FAT at the supplier’s facility, avoiding the unwiring of switchgear and all the interconnection wiring, and the need for extensive field labor associated with other construction approaches. Using any other method at the distribution level will likely add more costs and risks than using the complete pre-fabrication remote approach, especially where complex wiring and interconnections are required.
Timing for this type of fabrication varies based on size and quantity of internal equipment and other specification requirements. For a typical distribution substation, the specification development engineering is about three months and fabrication another 12 months. Total duration can be 16-18 months including FAT, package, and shipment. In the case of a utilization substation, duration is more along the lines of two to three months for engineering and another four to five months of fabrication, package and shipment for a total of six to nine months.
Partial Pre-Fabrication Construction (Local)
The cost of a local partial pre-fabrication approach is estimated at a 0.9 per-unit (i.e. 10% savings over a remote complete pre-fabrication) below the remote complete pre-fabrication construction approach. This is due to a fully engineered specification and local building construction, coupled with a single module (15’x30’), a reduction in necessary foundation supports, and outfitting the building with house power, lighting and receptacles at the builder’s facility. This savings includes local transportation and lifting of the module.
This local partial pre-fabrication approach offers the best value with smaller sized buildings similar to the sizes associated with a utilization substation. For larger square footages, refer to the pre-engineered metal building concept in the next section below.
Timing for this at the utilization level is about two to three months of engineering and another three months of fabrication. The schedule moves up from a project perspective because the detailed engineering can begin immediately upon the client’s official notice to proceed.
Pre-Engineered Metal Buildings
When the square footage or dimensions become so prohibitive that a single module cannot be transported, or the number of shipping splits begin to consume potential benefits in other areas, then the pre-engineered metal building offers the best value.
This would be the case for main substations. A building that would be on the order of 50’W x 150’ long could easily require six or more shipping modules. It is much more cost effective to complete a pre-engineered building on site and to move in the necessary equipment.
Summary
Very seldom is a there a perfect fit for all potential varieties of building sizes or equipment configurations. One may ask why a remote pre-fabrication substation construction approach is better in one case and a local pre-fabrication approach in another? The answer is the degree of complexity and the ability to complete factory testing.
As stated, the distribution substation is generally the backbone of the electrical system. These substations are very complex, have extensive wiring between switchgear units, and offer the ability to do one total substation assembly and one FAT when installed in the remote fabricator’s facility. If this switchgear was to be tested individually and then shipped to a fabricator’s location or reassembled on site, the equipment would have to be disassembled for shipment and then reassembled and site tested again. This would be an extensive effort for the local contractor to move in the equipment, interconnect it, and rewire and confirm proper operation.
The utilization substation, however, being the least complex of all levels, only requires moving in MCC units, interconnecting the power bus, and tacking them down to the floor. It is this lack of complexity and interconnections that makes the local pre-fabrication construction approach so cost effective.
In general, if the guidelines above are followed and validated based on project specifics, then industrial facility owners and operators should be assured that the substation building approach they select will reap the greatest benefits at a reduced level of risk. The three substation construction approaches accomplish these objectives and can help to set some basic parameters on building techniques at the various network level.